





Published: April 2026 | Last Updated: April 2026 Author: Fiffco Global Technical Team | Reviewed by: Fire Safety Engineering Specialist
Introduction
Picture a high-volume automotive assembly plant during the night shift. A single hydraulic leak near a heat-treating station ignites, and within three minutes, a localized flashover threatens the structural integrity of the entire facility. In an industrial setting, fire doesn’t just damage property; it annihilates production schedules, compromises supply chains, and, most critically, puts hundreds of lives at risk in an environment often filled with complex hazards.
According to data from the UK Health & Safety Executive (HSE), fire remains one of the most significant risks in manufacturing, often stemming from hot work, electrical faults, or the improper storage of flammable materials. For a facilities manager or safety engineer, the sheer scale of a factory makes “off-the-shelf” safety solutions insufficient. You need a robust, integrated strategy that accounts for high ceilings, hazardous chemicals, and massive floor areas.
This article serves as a comprehensive technical guide to navigating the complexities of industrial fire safety. We aren’t just looking at extinguishers on walls; we are diving deep into the engineering requirements of high-hazard environments. Whether you are upgrading an existing site or designing a new plant from the ground up, this guide will provide the clarity you need to make informed procurement and engineering decisions.
By the end of this guide, you will understand the technical differences between various suppression agents, the critical importance of international certifications like UL and FM, and the maintenance intervals required to keep your plant compliant and your people safe.
What Is Industrial Fire Safety?
Industrial fire safety refers to the specialised branch of life safety engineering focused on protecting high-hazard environments such as factories, warehouses, and processing plants. Unlike residential or commercial office safety, industrial safety must address “high-load” fire risks—situations where the fuel source might be kilometres of high-voltage cabling, bulk-stored chemicals, or combustible dust.
Technically, industrial fire safety operates on a layered defense-in-depth principle. It begins with passive protection (fire-rated walls and coatings), moves to active detection (smoke, heat, and flame sensors), and culminates in active suppression (sprinklers, gas, or foam systems). Each layer is designed to buy time—time for the occupants to evacuate and time for emergency services to arrive before the building suffers a total loss.
This discipline matters because the stakes are uniquely high in a factory. A fire in a specialized manufacturing cell can result in “business interruption” costs that far exceed the physical damage to the equipment. Furthermore, industrial fires often involve complex chemical reactions that standard water-based systems cannot handle alone. Effective fire safety ensures that a minor ignition remains a controlled incident rather than a catastrophic headline.
Essential Fire Protection Equipment for Modern Factories
Industrial environments require a mix of general and highly specialised equipment. Depending on your specific “fire load,” you may need one or all of the following categories.
Fire Sprinkler Systems
The backbone of most factory safety plans is the automatic sprinkler system. In large industrial spaces, we often move beyond standard wet-pipe systems to Deluge Systems or Pre-Action Systems. Deluge systems are critical in high-hazard areas where rapid fire spread is expected; they use open sprinkler heads where water is released to all heads simultaneously when a fire is detected. Pro Tip: For high-ceiling warehouses, ensure you use ESFR (Early Suppression Fast Response) heads, which are designed to knock down high-challenge fires by delivering a high-volume “punch” of water directly to the fire’s core.
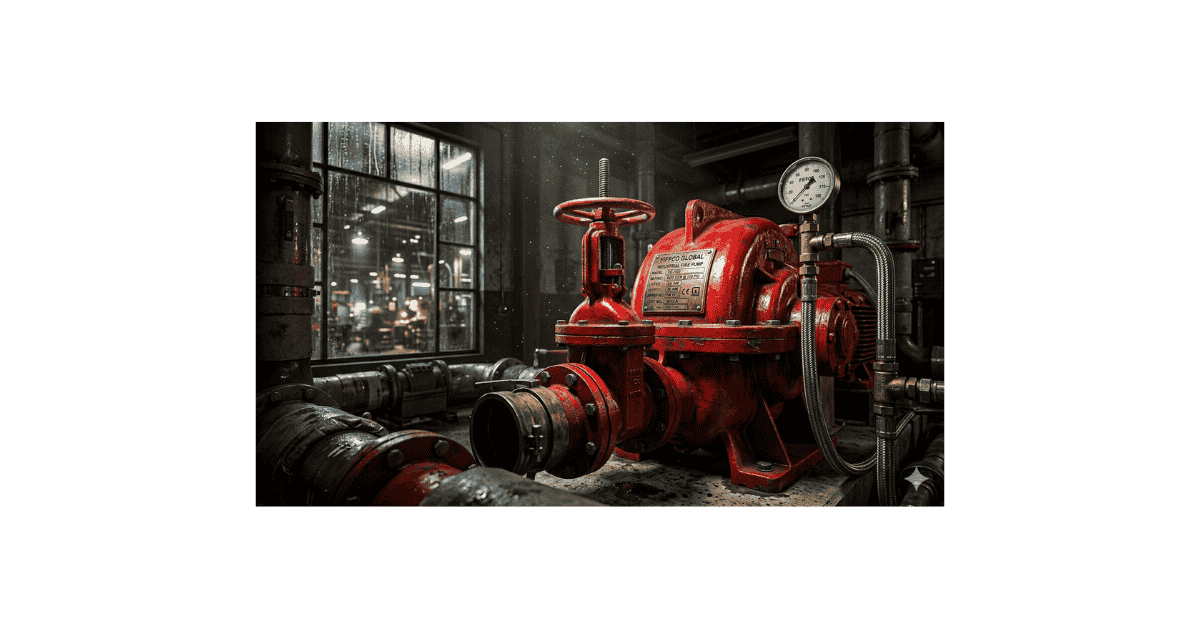
Fire Pumps and Water Storage
In many industrial zones, the municipal water pressure is insufficient to feed a massive sprinkler network. This is where fire pumps become vital. These are high-performance pumps—often diesel-driven for redundancy—that ensure the system maintains the required pressure even if the local grid fails. A dedicated fire water tank is often required to provide a guaranteed 60- to 120-minute supply.
Industrial Fire Hydrants and Valves
For large-scale factory perimeters, fire hydrants provide the necessary water access for fire brigades. Internally, the network is controlled by specialised fire protection valves, such as OS&Y (Outside Screw and Yoke) gate valves and butterfly valves. These allow for the isolation of specific zones during maintenance without compromising the safety of the entire plant.
Clean Agent and Gas Suppression
In server rooms, control centres, or areas with delicate electronics, water is often more damaging than the fire itself. Clean agent systems use gases like FM-200 or Novec 1230 to extinguish fires by removing heat or oxygen without leaving any residue. Example: A major electronics manufacturer in the UK recently installed a gas suppression system in their main CNC control room. When a small electrical fire broke out in a server rack, the gas discharged, extinguished the fire in seconds, and the factory was back in production within four hours—no water damage, no mess.
Foam Suppression Systems
For factories dealing with flammable liquids, paints, or fuels, water will simply spread the fire. Foam suppression works by blanketing the fuel surface, separating it from the oxygen. This is essential for aircraft hangars, chemical blending plants, and fuel loading bays.
Relevant Standards & Compliance (UK & International)
In the world of industrial safety, “close enough” is never good enough. Compliance is the bridge between a theoretical safety plan and a system that actually works under pressure.
- BS EN Standards (UK/Europe): In the UK, equipment must adhere to British and European standards such as BS EN 12845 for sprinkler systems. These dictate the design, installation, and maintenance requirements to ensure consistency across the industry.
- NFPA Codes (International): The National Fire Protection Association (NFPA) provides the global gold standard for fire safety. NFPA 13 (Sprinklers), NFPA 20 (Fire Pumps), and NFPA 25 (Inspection/Testing) are the benchmarks we use at Fiffco Global to ensure our equipment meets international rigorousness.
- UL / FM Approvals: These are independent testing laboratories. A UL (Underwriters Laboratories) listing or FM (Factory Mutual) approval means the product has undergone extreme stress testing. Many insurers will actually refuse to cover an industrial facility unless the fire equipment is FM-approved.
Fiffco Global supplies [fire-rated equipment] that comply with international standards — explore our sprinkler systems range here: [https://fiffco.co.uk/sprinkler-systems].
Why does this matter? Because in the event of a fire, your insurance investigator will look at the stamps on your valves and pumps. If they aren’t certified to the appropriate standard, your claim could be denied, and your liability as a business owner could skyrocket.
How to Choose, Install, and Maintain Industrial Systems — Step-by-Step
Implementing a fire safety strategy in a factory is a marathon, not a sprint. Follow these steps to ensure a robust setup:
- Conduct a Comprehensive Fire Risk Assessment: Before buying a single extinguisher, you must identify every potential ignition source and fuel load. This should be done by a certified fire professional who understands industrial processes.
- Determine the Occupancy Hazard Classification: Factories are usually classified as Ordinary Hazard (OH) or High Hazard (HH). This classification dictates the water flow rate required for your sprinklers.
- Source Certified Equipment Only: Ensure every component, from the fire alarm notification systems to the smallest nozzle, carries a UL, FM, or CE mark.
- Professional Installation by Accredited Contractors: Industrial systems are complex. Only use contractors who are members of trade bodies like the BAFE (British Approvals for Fire Equipment) or the NFPA.
- Establish a Weekly/Monthly Testing Regimen: Don’t wait for a fire to find out your pump doesn’t start. DO run your diesel fire pump weekly to ensure it reaches operating temperature.
- Staff Training and Drills: Equipment is useless if no one knows how to use it. Conduct regular drills and ensure specialized teams know how to operate manual overrides or foam monitors. DON’T block fire exits or obscure manual call points with pallets or machinery.
Common Mistakes in Factory Fire Safety & How to Avoid Them
Even the most well-intentioned facility managers fall into these traps:
- Treating Maintenance as a “Check-Box” Exercise: Many factories do the bare minimum for compliance. However, industrial environments are “dirty”—dust and grease can clog sprinkler heads or smoke detectors. Fix: Implement a “Clean-as-you-go” maintenance plan for all fire sensors.
- Ignoring Changes in Floor Layout: If you move a massive CNC machine or add a mezzanine floor, your existing sprinkler coverage is likely compromised. This is known as “shadowing.” Fix: Re-evaluate your fire system design every time the factory floor layout changes.
- Improper Storage Heights: In warehouses, stacking pallets too high can prevent sprinkler water from reaching the lower levels. Fix: Clearly mark “Maximum Stack Height” lines on your walls and racking.
- Neglecting the “Human Element”: Buying the best equipment but failing to train staff is a recipe for disaster. We often see fire doors propped open for “ventilation.” Fix: Install automatic hold-open devices that release the doors when the fire alarm is triggered.
Real-World Applications: Manufacturing and Chemical Scenarios
Scenario 1: The High-Throughput Logistics Warehouse
A large UK-based distribution centre utilized high-density racking reaching 15 metres. Traditional ceiling sprinklers would take too long to activate for a fire starting at the bottom of a rack. Solution: Fiffco Global advised on an “In-Rack” sprinkler system combined with a high-performance fire pump. By placing sprinkler heads within the racking structure itself, the fire is suppressed at the source before it can climb the vertical “flue” created by the pallets.
Scenario 2: Chemical Processing Plant
A facility handling flammable solvents faced the risk of “pool fires”—where spilled liquid ignites across the floor. Water alone would cause the solvent to float and spread the fire. Solution: We implemented a low-expansion foam system integrated with the existing fire hydrants. In the event of a spill, a foam blanket is deployed, suppressing vapours and cooling the liquid simultaneously.
Frequently Asked Questions (FAQ)
How often should industrial fire pumps be tested?
According to NFPA 25 and UK best practices, fire pumps should undergo a “no-flow” start test weekly to ensure the engine or motor is functional. Additionally, an annual flow test is required to verify the pump can still meet its rated pressure and flow requirements.
What is the difference between UL and FM certifications?
While both are prestigious, UL (Underwriters Laboratories) focuses primarily on the safety and performance of a product as a standalone unit. FM (Factory Mutual) focuses more on the product’s performance within a total loss-prevention system, often with stricter requirements geared toward insurance risk reduction.
Can I use standard water sprinklers for a grease or oil fire?
No. Using water on a Class B (flammable liquid) fire can cause a “boil-over” or splash effect, spreading the fire rapidly. For these environments, you should use foam suppression or specialised dry chemical systems.
Do I really need a dedicated fire water tank?
In most industrial applications, yes. If your fire system requires 3,000 litres per minute and the city main can only provide 1,000, your system will fail. A tank ensures you have the volume needed to fight the fire until the brigade arrives.
What is an ESFR sprinkler?
ESFR stands for Early Suppression Fast Response. These are high-volume sprinklers designed to release a large amount of water quickly. They are specifically engineered to suppress a fire (put it out) rather than just control it (keep it from spreading), which is vital in high-ceiling warehouses.
Why Choose Fiffco Global for Industrial Fire Safety?
At Fiffco Global, we understand that industrial fire safety is about more than just selling hardware; it is about engineering resilience. Based at 20-22 Wenlock Road, London, we operate as a premier manufacturer and trader of world-class fire fighting equipment. Our mission is to provide the industrial sector with the most reliable components that the current market can offer.
Our pedigree is backed by the most respected names in the industry. Every product we supply carries the weight of UL, FM, VdS, CE, or NFPA certifications. We don’t just meet the standard; we strive to exceed it, ensuring that our fire pumps, valves, and suppression systems perform flawlessly when the unthinkable happens.
With a global supply chain and a deep understanding of UK Health & Safety Executive (HSE) regulations, we are the preferred partner for facility managers and fire engineers worldwide. We provide the technical support and product reliability needed to protect complex industrial assets.
Explore our full range of fire protection valves and fire pumps at https://fiffco.co.uk/products or contact our expert team for a consultation at info@fiffco.co.uk.
Conclusion
Industrial fire safety is a multifaceted discipline that requires a balance of high-performance hardware, rigorous adherence to standards, and a proactive maintenance culture. For a factory to remain operational and safe, “good enough” equipment is a liability you cannot afford. From the selection of FM-approved sprinkler systems to the weekly testing of your fire pumps, every detail matters.
Remember these three takeaways: always match your suppression agent to your specific fuel hazard, never compromise on international certifications, and treat fire safety as a dynamic part of your production process rather than a static piece of building infrastructure.
If you are looking to secure your facility with industry-leading equipment, our team is ready to assist. Explore our blog for more technical guides, or contact us today to discuss your plant’s specific requirements. Your safety is our engineering priority.